
如何打磨出一把「刀」?
最簡單的概念就是「打造刃口的極小的接觸面積,來增加強大的壓力」也就是打磨出一個極為「薄的刀刃」。
但打造真正的一把「好切的刀」,實際上卻沒這麼簡單,實作的現場也會遇到非常多狀況需要判斷,建構核心的概念,才能打磨出一把好用的刀具。

師傅運用多年經驗磨出鋒利刀鋒
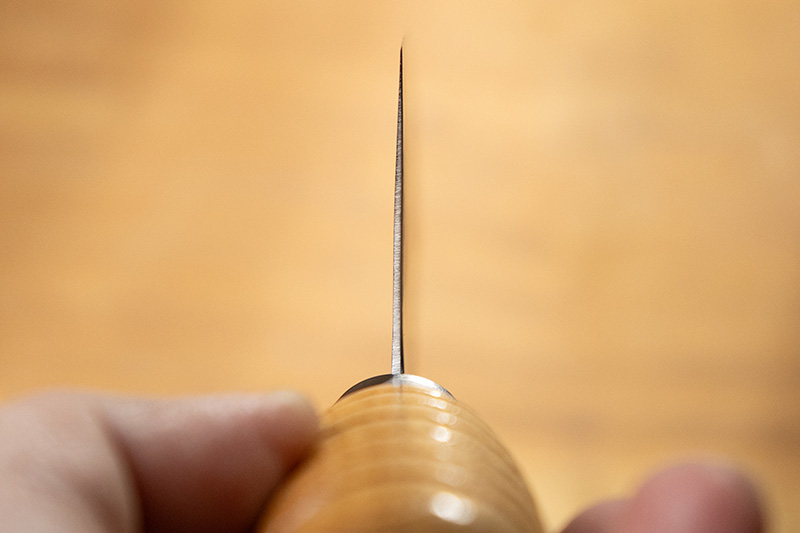
葉添刀具「刀鋒角度約15°~17°」
-磨刀前的判斷-
「為什麼怎麼磨也磨不利?」或許刀具本身出了問題,如果沒有好好理解這把刀的狀況,在打磨的過程就會非常辛苦,甚至有可能只會無謂的耗費時間和刀具。
在磨刀之前,尤其是品質不穩定、不熟悉的品牌或是已經使用很久的刀具,先做好事前的判斷,才不會走彎路。
ㄧ、刀具鋼材-材質
要打造一把鋒利刀,材質會是一個基本的條件,「硬度、精細度、韌性」必須達到一個好的平衡。
可以反過來去設想,要把木頭、塑膠打磨成鋒利的刀具會有多困難?
- 硬度不足:非常容易被消耗或塌掉
- 精緻度不足:像一把散沙一樣,維持不了形狀
- 韌性不足:像很薄的玻璃般,一碰就碎
- 選擇良好的刃物鋼材,會是第一步
關於更詳細的鋼材介紹可參考:⮕刀具鋼材介紹

低價刀具很難磨利,磨得太薄也容易崩口缺角。

葉添刀具,採日本三合鋼技術,選用9鉻鉬釩鋼、VG10做為鋼芯,硬度韌性兼具。
二、刀身形狀-厚度
刀具大體上來看,是一個扁扁的「等腰三角形」,這個三角形的底(刀背)與腰的長度(刀寬)的比例,會關係到頂角(刀口)的角度。簡單來說,一把寬度比較窄,厚度又厚的刀,操作起來就會很困難。
廉價刀具或長期只打磨刀口的廚刀,會呈現比較誇張的「五邊形」的情況,儘管想盡辦法打磨刀尖,也會因為角度問題,導致切感不佳、鋒利持久度很低的狀況。
許多量產的廉價刀具,因為材質不佳,不得不把刀身做厚,減少刀具崩口或斷裂,也就達不到良好的鋒利度。
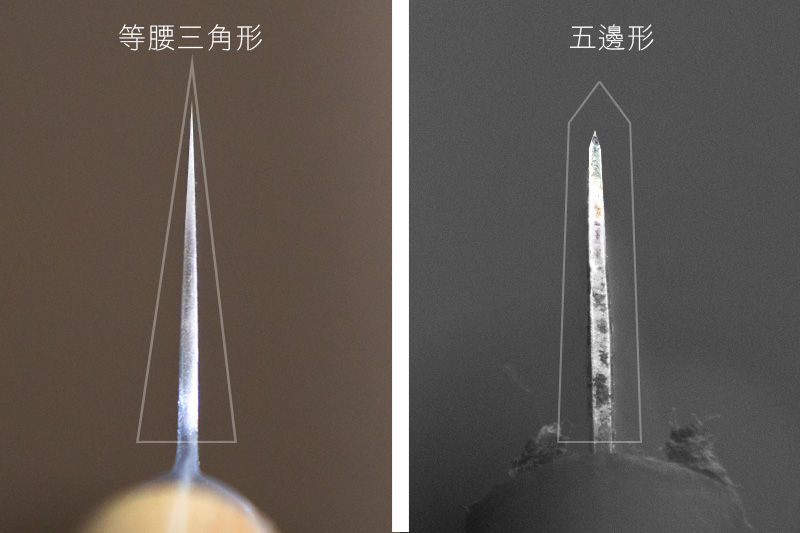
以片刀來說,等腰三角形的刀口厚度,就能大幅降低下切的阻力感。

師傅檢查刀身刀口厚度,刀口厚就算摩利也沒有好切感。
三、刀身角度-筆直
最常遇到的情況是:一直打磨不出某一段刀口線或那一段刀口線寬度跟旁邊的明顯有落差,這時候可能就要去看一下刀身是否有彎曲。

紅圈處的刀口線寬度跟旁邊的明顯有落差。
刀身彎曲時,在凹面可能就會有打磨不到的情況,而凸面則會過度打磨,實際的切感也會很糟糕,尤其是大範圍切割的時候。
不建議自行去校正刀身的彎曲,經驗不足很容易造成更嚴重的彎曲(s型、刀背直刀刃彎),變成更為棘手的狀況。而有許多鋼材延展性不足也沒辦法直接校正,強硬校正會導致刀身斷掉。
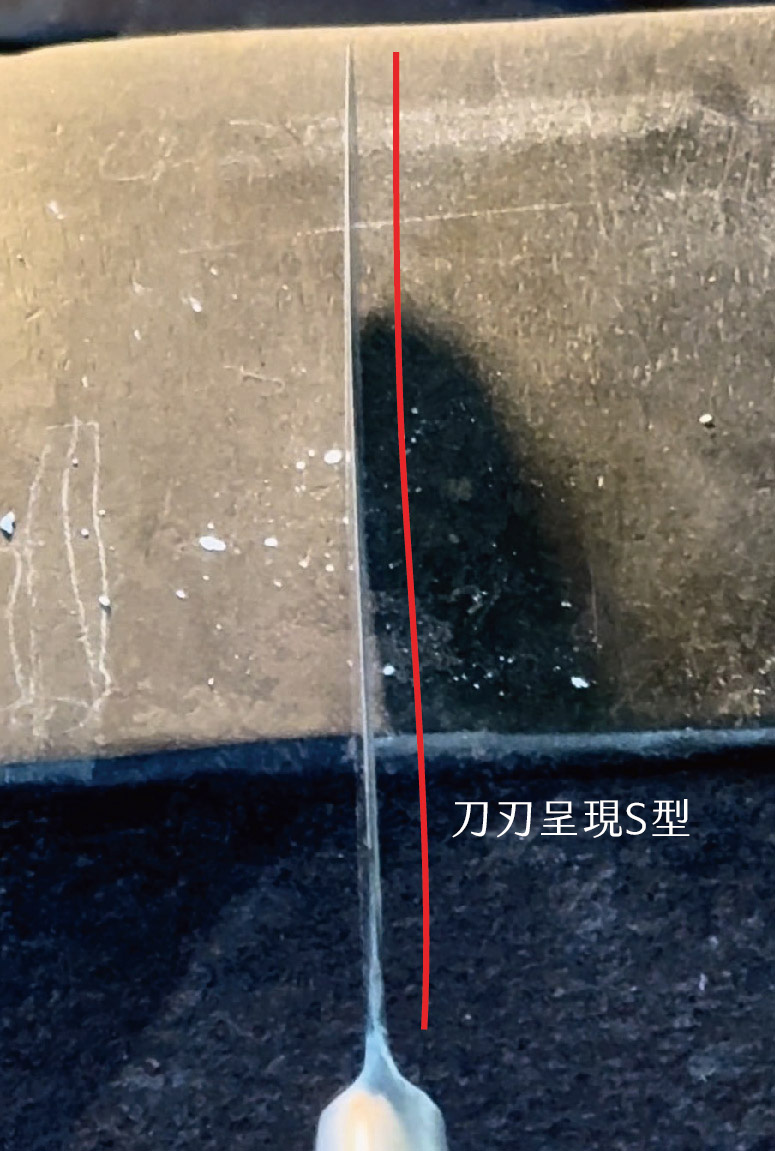
彎曲的刀刃看起來就像S型。

「校正刀身」師傅捶打刀身刀口,確保刀刃筆直。
-開始磨刀-
做完事前判斷,終於要開始磨刀了,磨刀是一個需要耐心、細心與想像力(?)的工作,打磨是在一個肉眼很難直接看見的微小世界裡進行,常常是根據「線索」來判斷刀具實際的狀況,對於沒有經驗的磨刀者,不容易判斷這些線索的意義。理解背後的概念,能讓實作過程更能夠去想像。

「研磨刀具」藉由師傅多年經驗完成每一把葉添刀具。
ㄧ、粗、中、細磨
磨刀的番數也就是粗細度(每單位面積砂礫的數量),番數越低磨出來越粗糙,番數越高磨出來越細緻。
粗磨:高切削力,快速切削並改變鋼材的形狀。
顆粒密度低,表面會呈現不規則、粗糙的表面。可以用已修復刀形、打薄刀身、將刀口開出一個重要的基礎形狀。
中磨:中等切削力,將粗磨開出的刀口基礎打得更薄更細。
緩慢的切削,不會過度破壞形狀,導致刀刃崩掉。此時刀口的狀態,已經可以有很好的鋒利度基礎。
細磨:低切削力,用以將刀口打得更光滑光亮。
能把很細微的金屬毛刺進一步減少,把刀口拋光,切感更滑順無阻,此時儘管滑過布料,也不會有勾毛的感覺。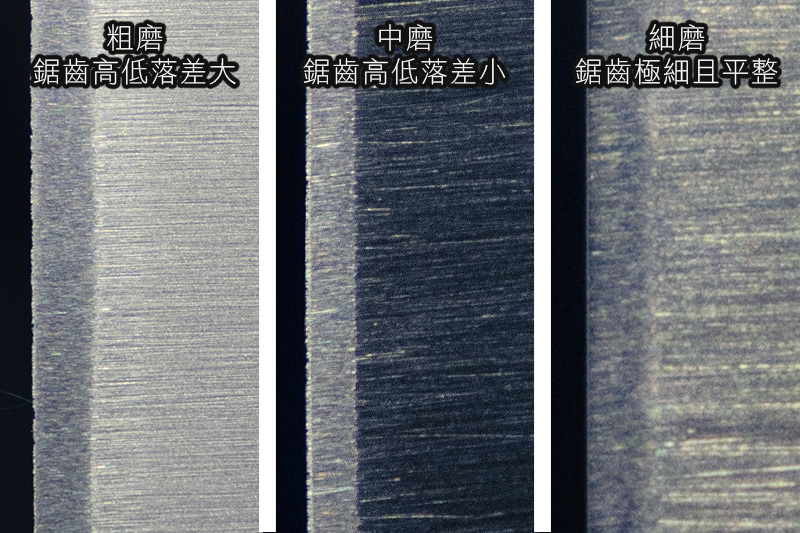
二、該磨到幾番?
磨刀是不是磨到越細越好?其實不然。
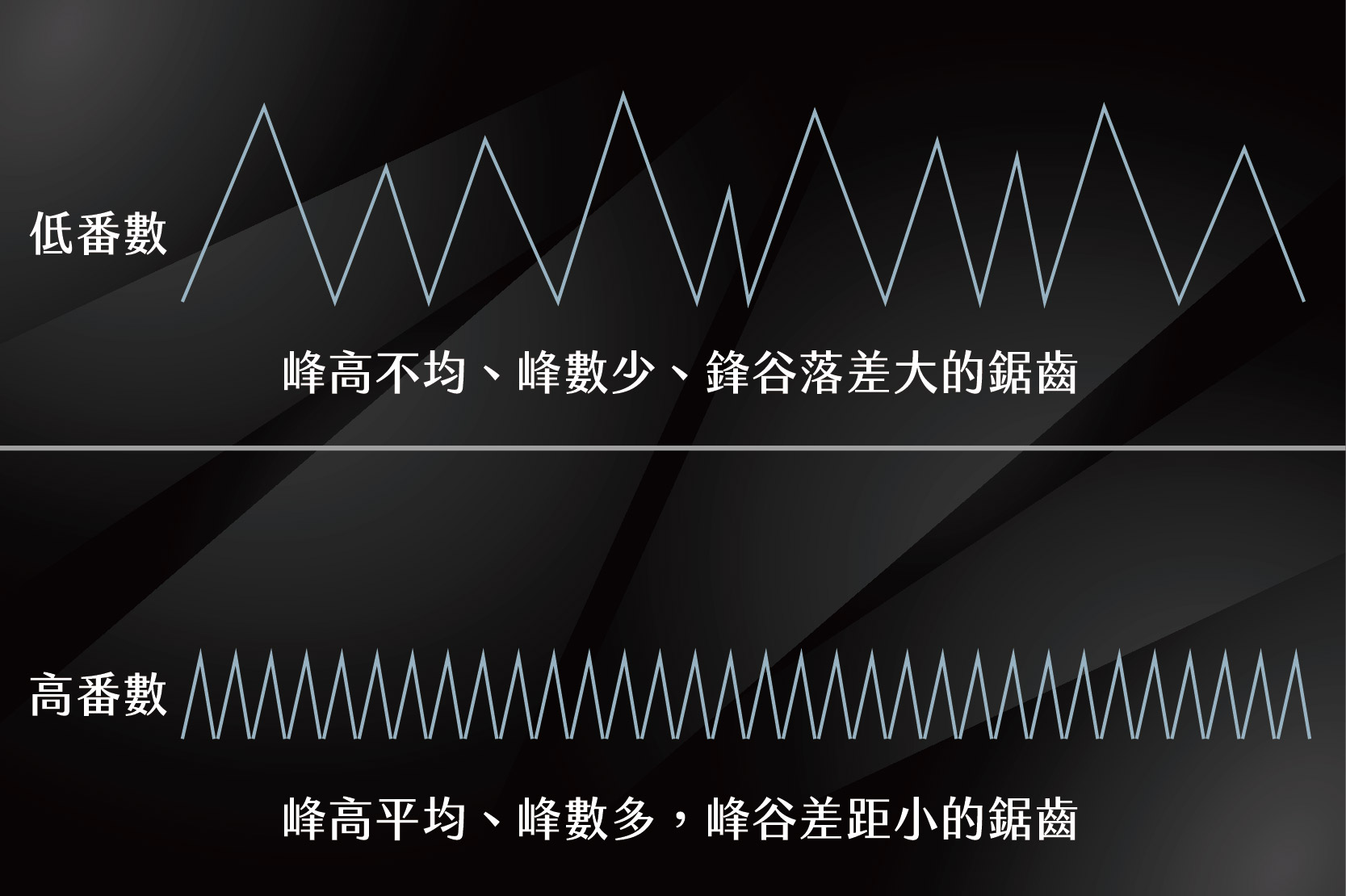
打磨之後的刀口,用顯微鏡去看之後,會呈現像鋸子一樣的「鋸齒狀」,儘管肉眼看不太出來,但確確實實影響著他的性質。
低番數:峰高不均、峰數少、鋒谷落差大的鋸齒。
高番數:峰高平均、峰數多,峰谷差距小的鋸齒。
有了這個鋸齒的概念之後,就可以很好的去理解「磨到越高番數,鋒利度越高、切感越滑順,但鋒利持久度越低」。
低番數的性質:鋒利度低、鋒利持久度高。
可以簡單理解為「齒比較長」,有更多的額度可以消磨,但因為鋸齒落差大、數量少,切感就不會很滑順。
高番數的性質:鋒利度高、鋒利持久度低。
可以簡單理解為「齒比較短」、數量多,切感滑順,但鋸齒短,可消磨的額度少。
顯微鏡下的刀鋒呈現鋸齒狀。
三、番數的實際應用
有了不同番數的微觀想像與其性質的理解之後,就可以來思考我該用多少番數去打磨刀具,判斷的方法可以思考幾個部分:
刀具種類與應用食材
剁刀:常用於硬骨與大範圍分切,不需極致鋒利度,鋒利度消磨快,需要有高鋒利持久度-低番數。⮕葉添剁刀
主廚刀:萬用多功能,用於蔬菜、水果、肉類各種軟硬不同的食材,需要平衡的鋒利度與持久度-中番數。⮕葉添主廚刀
生魚刀:為了讓生魚片有細緻不破損的切面,需要極高的鋒利度,只用於切柔軟的魚肉,鋒利度消耗慢-高番數。⮕葉添柳刃
瞭解更多刀型:⮕廚刀種類介紹

因應刀具不同給予不同的磨刀番術。
磨刀頻率與備刀數量
如果你有足夠的時間和技術可以頻繁磨刀,或有其他備用刀可以使用,當然你可以選擇往中高番數去打磨。
鋼材硬度
如果你的刀具使用的鋼材非常硬(如粉末綱),非常耐磨,可以選擇往中高番數打磨。相反的如果是便宜的刀具,建議還是不要磨得太細,不然好不容易打磨好的鋒利度一下就會沒了。
*補充技巧「跳番」:打磨刀口的時候跳級使用差距較大的番數,可以讓前端高鋒利的鋸齒消耗完之後,還保有中鋒利的鋸齒可以使用,以延長鋒利持久度。
四、磨刀角度
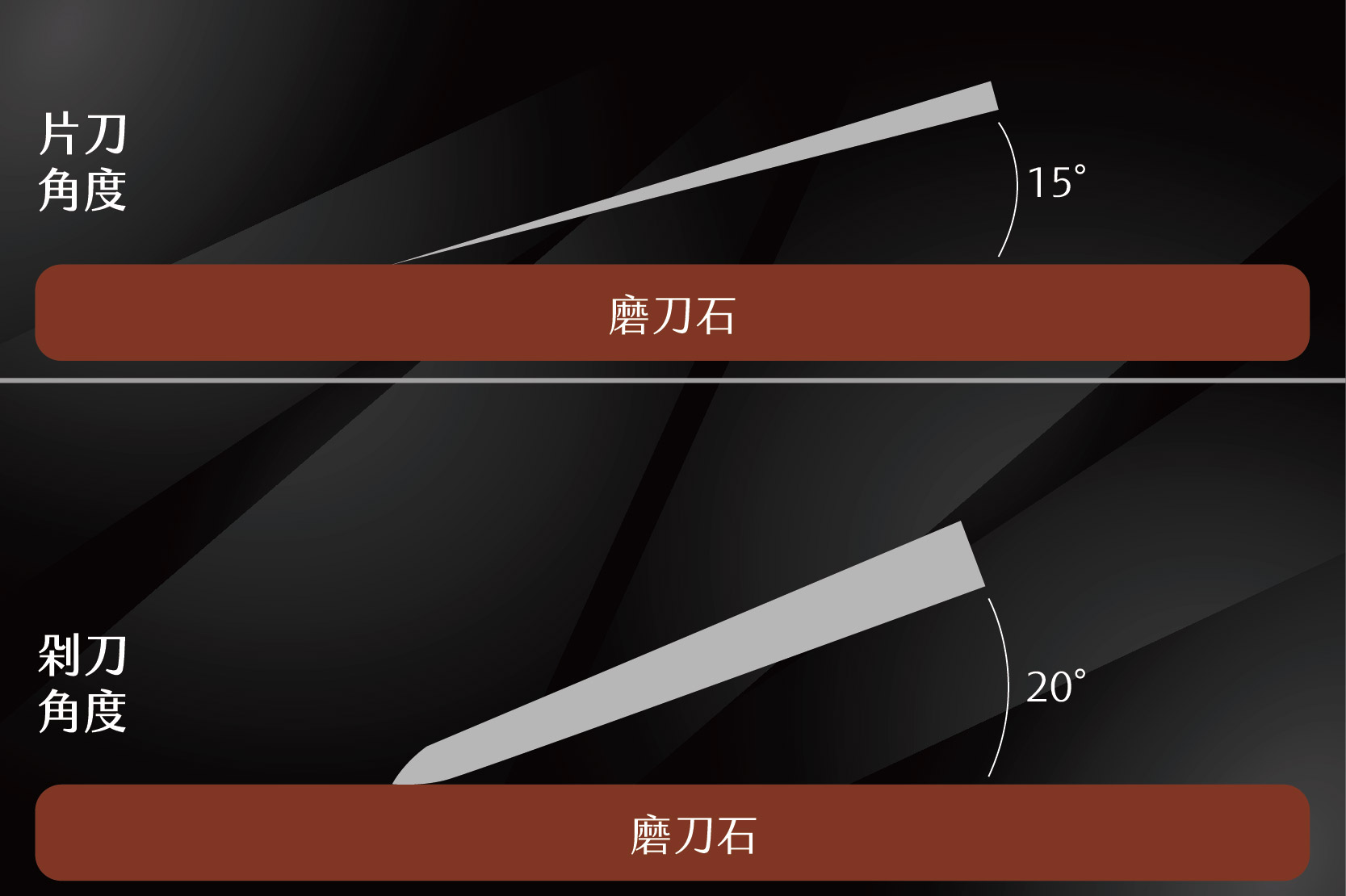
磨刀的角度控制,會直接影響到刀口的厚薄度,可以想像磨刀石的平面就是切割線,刀身若90度垂直磨刀石,就會磨把刀口磨平,刀身與磨刀石的角度越小,就會開出越薄的刀口,但刀身本來是有厚度的,所以操作上來講,也很難將這個角度縮得太小。
角度選擇
薄刀(片刀),角度一般控制在單邊15度去磨刀,雙邊開刃後就會打造一個鋒利的30度的刀口;
厚刀(剁刀),角度會根據刀子的厚度去調整,約在單邊20~25度,能打造一個強壯的40~50度刀口。
除了功能上的區別,刀身的厚度也會直接影響磨刀角度的極限,太厚的刀,硬要用小角度去打磨,就只會一直磨到刀口的上緣,很難觸碰到刀口。
*補充知識「單面刃」:日式的單面刃廚刀,只有單面開刃,另一面是平的。打磨時需將刀貼平磨刀石去打磨,正常來說會打磨到靠近刀背的部分刀面是正常的。
毛邊
當用正確的角度去磨適合的刀,刀口就會出現一層薄薄的毛邊,表示已經成功的磨到了刀刃,這個毛刺就是一層很薄的金屬延伸層。建議要在光線充足的環境去磨刀,才能正確觀察出這個毛邊出現,當每一段刀口的毛邊平均出現,就可以換到下一個番數去打磨,如果持續用低番數打磨,只會讓刀口越來越厚,越來越難打磨。
結語
這一篇教學是以講解磨刀背後的概念,幫助大家在實際操作時,能夠在腦中建構畫面。
當然理論是理論,實際操作時還會需要許多的練習,一開始總會遇到許多狀況,有時候刮傷漂亮的刀面;有時候中段利,前後不利;有時候刀口的弧度被磨直,大概都是必經的過程。
但也不需要太過擔心,如果真的磨壞了,就送來給我們吧,處理完之後又可以重新開始!
參考⮕葉添的磨刀保養服務




